我个人经过近几年与客户交流和参与各种研讨活动,“大数据”的热度逐年攀升。那对于制造企业来说,大数据,到底怎么应用,目前也是众说纷纭。今天利用这篇文章,来说说我的见解。
“德国工业4.0”中明确表示“工业4.0就是大数据驱动的智能制造,所有的生产装备、感知设备、联网终端,包括生产者本身都在源源不断地产生数据,这些数据将会渗透到企业运营、价值链乃至产品的整个生命周期”。在《中国制造2025》中也提到了“工业企业中生产线处于高速运转,由工业设备所产生、采集和处理的数据量远大于企业中计算机和人工产生的数据,从数据类型看也多是非结构化数据,生产线的高速运转则对数据的实时性要求也更高。”。随着互联网及移动互联网的快速发展,对于非制造企业来说,获取数据的能力变得越来越容易,数据的多样性也越来越丰富。同样,随着云计算的发展,对于大量数据的处理、清洗、分析也不是难事。
可是,对于制造企业来说,商业运作与制造运营之间的数据应用现状就形成了非常鲜明的对比。甚至,概念增多之后,大家对于“大数据”的理解也不尽相同。将“大数据”简单的理解为“规模大”的数据,这是片面的。规模大,是数据处理规模从TB级增长到EB级。另外,还包括对于数据处理的速度,实时性要求在几秒甚至几毫秒内。数据的类型也不仅仅是结构性数据,非结构性数据、语言文本、多媒体数据才是制造企业的数据大军。数据的收集过程造成了数据本身的不确定性、不一致性和多义性,如何结合应用场景分析数据结果,成为了大数据的另外一个关键。制造企业的大数据是与企业产品生命周期紧密相关联的。
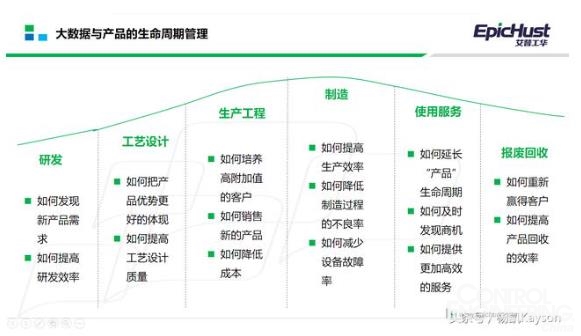
目前,制造企业中有20%左右的结构化数据,80%的非结构化数据。如果没有应用相关的信息系统,可能非结构化的数据比例会更高。这也就成为了制造企业应用大数据最困难的或者最不容易突破的核心。接下来,我结合艾普工华自2012年发布UniMax PCT产品以来的应用场景,结合产品生命周期总结分享一下的大数据在制造企业中的核心应用,也就是“工业大数据”的6个应用场景:
1、智能产品远程监控及故障预警诊断
在智能制造体系中,智能产品是企业往服务型制造转型的利器。也同样是为企业在现有体制内创造新的价值和新的商业模式的途径。智能产品的远程监控实现途径主要是安装专用传感器,将产品的运行参数、位置参数、作业数据进行监控,例如:产品工作负载、环境温度、产品温度、作业风险预警等等。
智能产品的故障预警机诊断主要是通过产品出现故障时的工况数据,对故障进行诊断分析,结合故障知识库,同步更新诊断意见。对故障过程进行快速的反应,帮助用户及时解决问题,提高售后服务的质量。目前在市场上的故障诊断,大部分还仅能够实现某个具体问题的预判和处理,还不能自主的学习故障处理模式。随着大数据的收集和知识库的积累,逐渐会提高故障预警和诊断的准确率和及时率。
2、生产运营状态监控
在工业企业产业链的各个环节,将条形码、二维码、RFID、工业传感器、工业自动控制系统、工业物联网、ERP、CAD/CAM/CAE/CAX、MES等技术在工业企业中得到广泛应用,尤其是互联网、移动互联网、物联网等新一代信息技术在工业领域的应用,通过收集由工业现场所产生的设备数据、订单数据、进度数据和故障信息等,经过大数据分析,实时掌握生产运营的状态。
通过生产运营状态的监控,实现整个企业制造过程的透明化,管理者可以得到正确的信息进而对所有制造资源进行全局性的有效评估。例如:已销售的产品可以通过主动性的适时维护得到经济有效的管理。可以结合智能产品的远程整体性的运行信息,形成制造和应用闭环的全生命周期重新设计优化,进而使下一代运行系统得到改进。
3、优化零件库存和可用性
通过分析车间某段时间的生产订单数据和零件库存的关系数据,分析预测订单的需求量,减少关键零部件的非法转移次数,提高库存的控制力。结合供应链的配送数据,实现供应链的优化和分析,进而优化企业零部件库存的成本占用情况和可用性。
需求管理:在大数据背景下,需求预测成为大的核心。通过大数据来做需求预测,能做到自动补货、自动调拨、整体库存分析、备货等,做到在生产排产之前,供应商就将零件送至举例客户最近的中转库。
产品预测:通过大数据来确定:在某时段,某地区,用户购买的产品类型、数量等。
库存补货:经过大数据分析,匹配补货的阶段和时间,保证库存在一个合理的范围内。
健康库存模拟与预测:模拟未来某一个时间点,提前做好采购、备货、周转和退货事务。
4、制造资源寿命最大化
制造资源的使用寿命监控,经过数据分析,对制造资源的维修、保养、维护进行及时预警,分析加工产品的制造资源的优质供应商、材质、采购周期等,从制造资源的设计、采购和使用全生命周期提高制造资源的寿命。例如:车间加工设备在使用环节,通过MES监控设备的主轴电流,经过大数据监控与对比,实时监测刀具破损情况,并及时报警停机,提升制造良率,消除机床空运转时间,优化刀具的使用次数。
5、最优化产品质量
及时收集车间生产产品过程中的生产数据和质量数据,通过对采集到的“大数据”进行科学分析,全面掌握所有产品中普遍存在的质量问题,使企业能够对症下药,彻底将其根治,提高产品质量。
大数据分析对整个生产运营的快速反馈控制将为企业提供端到端的可视化和可操作视角,有利于提升准入市场的产品的整体水平,从而减少大规模产品的召回事件。
例如:产品在经过测试环节后,每天都会产生包含一百多个测试项目、长度达几百万行测试记录的数据集。按照质量管理的基本要求,一个必不可少的工作就是需要针对这些技术规格要求各异的一百多个测试项目分别进行一次过程能力分析。利用大数据质量管理分析平台,集中得到很多精确的质量故障原因分析结果,定点解决。
6、提升工艺研发质量
对新产品的研发和工艺设计,经过大数据分析,及时发现产品设计的不合理点和缺陷,及时修正,提高工艺研发的质量和效率。例如:基于刀具公差和材料尺寸公差等大数据的累积集成,提升产品开发水平,产品品质,减少问题重复发生,节省开发成本。基于模具、治具工件尺寸及公差的大数据的累积集成,提升整体工艺研发水平。
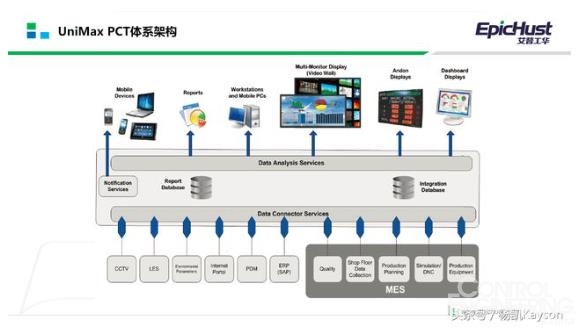
艾普工华的UniMax PCT产品通过对生产系统中不同层级间的数据进行缩放支持,对生产运营提供基于WEB的全局可视化管理手段,为管理者提供准确的决策支持,为操作者提供实时的执行指南。应用行业领先的智能引擎,结合制造实时状况与人、机、料、法、环、测等实时数据,发现生产过程趋势,预测未来的资源利用状态,并可对可能发生的故障和事故进行预警。无论你是在车间、办公室、会议室、交通工具上等,均可以通过PC终端或APP终端随时随地获取所需要的实时数据及分析决策数据。面对目前全球供应链的闭环应用,UniMax PCT还将气候、环境、地理、政治等风险数据纳入数据漏斗,以支撑全局决策并提前预警。
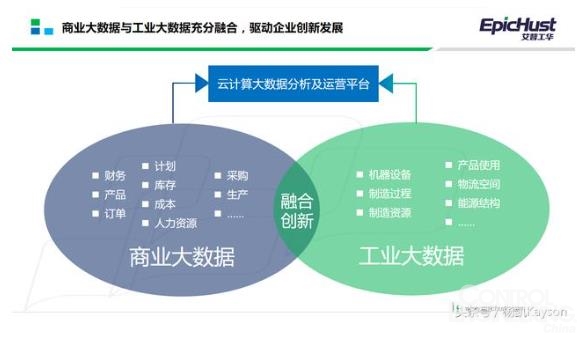
在接下来的5-10年,逐步将财务、产品、订单、计划、库存、成本等商业大数据与机器设备、制造过程、制造资源、产品使用、物流空间、能源结构等工业大数据充分融合,构建企业级的大数据分析及运营平台,为企业在接下来的发展中提供有效支撑,以生产制造、资源计划、供应链管理、营销预测、策略分析、产业供应、决策支持为应用对象,驱动企业创新发展。