预测性维护技术是智慧工厂经常探讨的问题,但是,大部分人对此并不了解,本文作者在不懂技术的情况下试图整理一篇基础的文章来介绍一下这个,请多多指导--并非谦虚,这项技术原理本身之复杂也的确超出了作者技术能力范围。
1.维护技术的演变
传统工厂里主要采用事后控制的方式来解决维护问题,即,在故障出现后及时来解决,但是,这意味着维修人员成为了救火队员,而且故障已经发生损失已经造成,当机、在制品损失都是非常巨大的,因此,通常较多的还是预防性维护,在规划的时间里对设备进行统一的更换,升级,这样的好处避免了大的故障发生的风险,但也造成了设备的使用价值被废弃,也不能避免突发的故障。
从工厂资产管理角度来看,每个机械设备都是一笔重要的资产,其长期可靠的运行不但保证生产的正常,质量的可靠以及避免故障引发的停机,图1也反映了事后控制的方式、预防性维护、预测性维护的发展趋势,显然,预测性维护是具有更为广阔的发展前景的。
在今天,智能时代,基于传感器技术、数据采集、大数据分析、云服务技术,使得基于状态监测的预测性维护变得更加便利,也成本更低,因此,这是一个具有广阔应用前景的技术发展方向。
由预测性维护所提供的服务也延伸了设备制造商的盈利范围,将设备的盈利从销售设备到了长期的维护获得盈利,这也同时是新的增值服务带来企业的持续竞争力提升的表现。
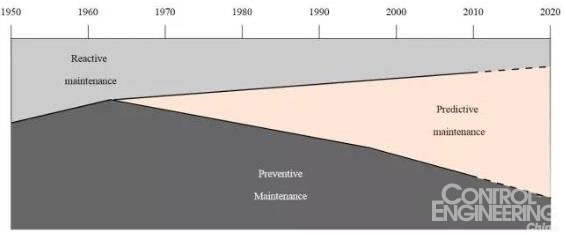
图1-各种维护技术的变化
来源:资产管理杂志2010年
2.预测性维护技术的贡献
根据相关研究数据表明,采用预测性维护技术对于工厂的贡献如下:
●降低维护成本:25-30%
●消除生产当机:70-75%
●降低设备或流程的停机:35-45%
●提高生产率:20-25%
从这一贡献我们可以看到,采用预测性维护对于工厂而言,具有显著的生产效率提升能力,上述几个参数是一种直接的量化贡献,而其潜在的贡献还包括:
●质量提升:显然,降低产线与设备的当机有利于降低不良品率
●设备使用价值的延续,由于采用预测性维护,对于设备潜在的问题可以进行监测并及时改善,例如:安装的调校、合理的设备速度与分配,这些都会使得设备原有的寿命得以延伸,对于生产企业的投资也是一种很好的保护,尤其是重要的高值设备,多6个月的使用往往意味着百万级的节省。
●对于工人的安全问题,良好的设备运行和可预测的故障都会对安全运行带来帮助。
3预测性维护的方法
常用的基于传感器的检测包含了一些方法
(1)温度测量:直接的温度传感器或红外热成形技术有助于检测诸如机械摩擦过大、电机发热、变压器温升等一些问题。
(2)动态监测:波普分析,冲击脉冲分析可以用于解决一些动态的分析,例如波、振动、脉冲或声学效应,检测磨损、不平衡、不对中以及内部表面磨损都可以通过这种方式来检测。
(3)流体分析:对于润滑油、液压、绝缘油等需要机遇流体的分析,机器的磨损往往与润滑油较大的关系,油的污染、降解等带来的问题可以通过此种方式来检测。
(4)电气测试与监测:
电气系统包括绝缘、电机转子异常、短路等问题,也包括电源的质量包括谐波、三相不均衡、无功功率等潜在的问题。
当然,也包括很多其它的维护手段例如通过射线来检测机械体本身内部的金属结构产生的缺陷、通过腐蚀检测技术来解决设备的盐腐蚀、硫腐蚀等化学原因造成的问题。
4.振动频谱分析
在各种分析方法中,我们由表1-常见机械故障与处理方法,温度、噪声、油液分析、振动多种方法均可用于机械故障的检测,相对而言,采用振动分析是一种最为有效的,监测范围较广的一种方法,因此,我们将以振动频谱分析为主要方法来探讨预测性维护的方法。

表1-常见机械故障与处理方法
采用振动频谱分析法是一种较为普遍使用的方法,这是基于:
(1).频谱分析是最基本也是最常用的故障诊断方法
(2).每种故障都有其对应的特征频率
(3).根据特征频率及其变化可以确定及其的故障性质以及其严重程度。
5.关于振动分析与故障的相关标准
ISO10816对设备的振动速度和位移进行了定位,通过振动监测提供了其速度与位移变化的范围以及由此而定义的可运行、不适合长期运行、损坏的区间,由此,我们可以通过振动监测来预测未来的设备潜在故障发生的可能。
表2-ISO10816-3对不同设备的振动速度与其故障的评估

表3-ISO10816基于振动位移所参考的设备健康指标

因此,可以参考此标准为设备在线监测提供指导,并提供不同等级的报警,绿色为正常状态,发出黄色报警则为不宜长期连续运行,而进入了红色则意味着要对设备进行检修以预防潜在故障
(1)基本过程
首先,测量单元可以对机械系统的加速度、速度、位移进行测量,并进入信号分析与处理,通过对包络谱的滤波解析出固有故障频率并通过FFT(傅里叶变换),然后对信号进行整流和解调处理,送往专家系统,专家系统通过对特征频率的分析,可以判断出工频、二倍频、共振等问题的根源,然后报告系统可以为中央控制室发送监测报告,预警系统故障。见图2

图2-振动频谱分析的过程
(2)振动监测中的常见值
位移峰峰值:分析在正负两个方向的振动距离;
速度有效值:振动速度的均方根,它可以反映出振动的剧烈程度;
加速度峰值:用于评估滚动轴承和齿轮的状态;
高频加速度包络有效值:
6.举例:轴承的分析
(1)轴承常见故障
轴承是最为常见的机械故障原因,其产生的各种潜在的故障包括:
●疲劳点蚀 : 因受滚动压应力
●磨损: 因受压力又有与内外座圈的相对滑动
●腐蚀: 润滑油中的水分几其它化学物质产生锈蚀
●裂纹: 由于磨削或淬火时作用而产生
●磨粒磨损:由于磨屑作用而磨损

图3-轴承的机械原理
(2)滚珠轴承的故障特征频率

(3)滚珠轴承的特征频率
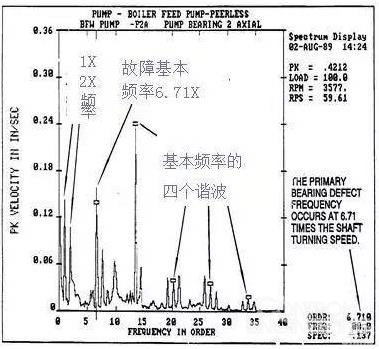
图4-轴承故障特征频率
滚珠轴承故障的频谱,轴承每一种零件有其特殊的故障频率,随着故障发展,它的幅值增加,并有谐波;谐波两边产生边频。
7.通过预测性维护对轴承故障监测
通过传感器(例如IEPE压电式加速度传感器)对其原始频率进行监测,并通过包络曲线分析,滤波获得故障频率,如图5/6/7.
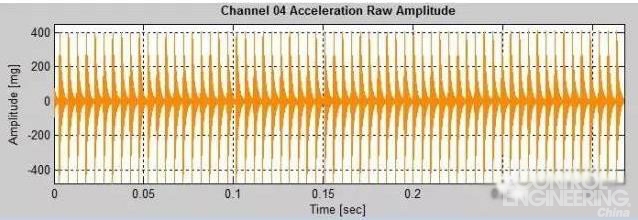
图5-轴承频率采样的原始信号

图6-轴承振动频率的包络谱
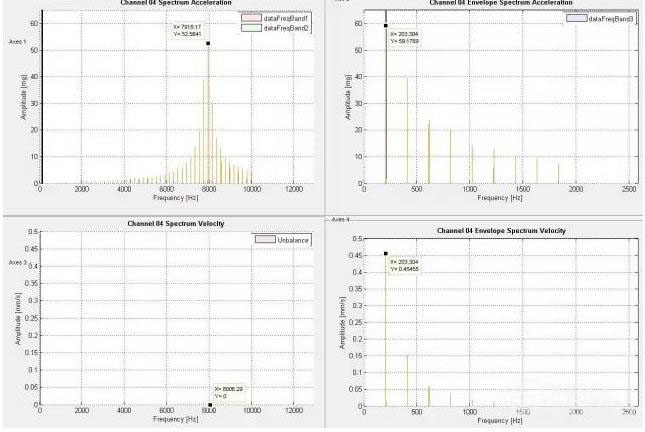
图7-轴承机械频谱图
8.刀具的磨损状态监测举例
刀具的磨损也是常见的机械故障,对于维护而言,如果能够进行预测,则可以对裁切刀的磨损提前判断。

图8-用于裁切的机械刀辊

图9-振动信号的测量
故障频率的计算
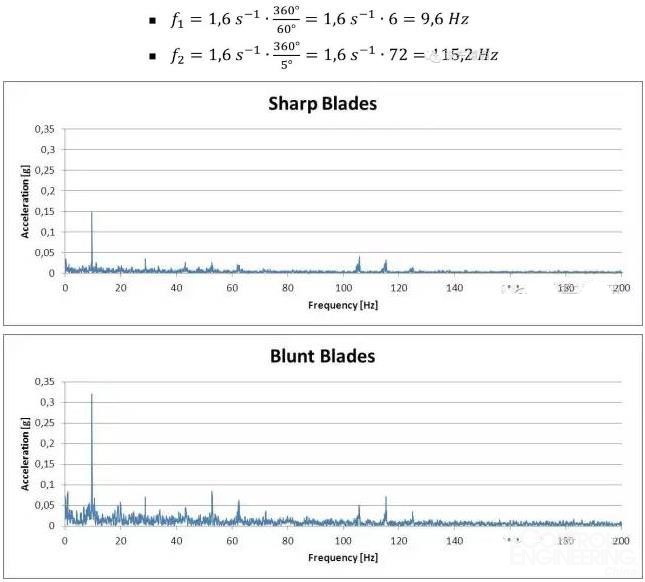
图10-刀具磨损的特征频率解析值频谱
良好的裁切刀与磨损的裁切刀频谱分析的差异,可以看到磨损的刀具明显产生了频谱的明显变化,这样可以为生产人员提供故障预警以便其及时的对刀具进行修复。
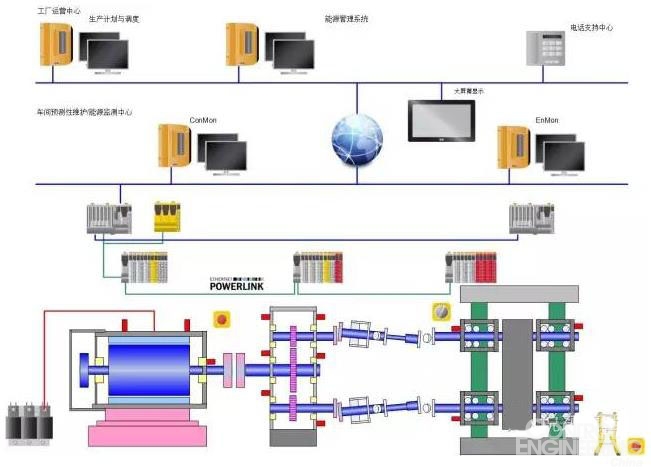
具有良好运行的预测性维护技术可以被集成到工厂自动化系统中,也可以单独运行,贝加莱APROL中的ConMon即是一个拿来即用的方案,用于预测性维护。
预测性维护技术是未来智慧工厂重要的构成部分,也是新的企业盈利模式的来源--基于增值服务,使得OEM制造商的服务可以延伸至生产,并为客户带来额外的价值,因而获得市场的竞争力。